


Fábrica automática de SIP ASMP-200 PREFAB 4.0
Tecnología: APLICACIÓN DE PU CURADO POR HUMEDAD MONOCOMPONENTE
Fábrica automática de SIP ASMP-200 PREFAB 4.0
Tecnología: APLICACIÓN DE PU CURADO POR HUMEDAD MONOCOMPONENTE
DESCRIPCIÓN


NUEVO NIVEL TECNOLÓGICO DE CONSTRUCCIÓN
Gluestream es un experto en la producción de equipos para la construcción de casas utilizando tecnología SIP. Ofrecemos máquinas y tecnologías con soluciones de software completas para la producción de kits de casas en el taller.
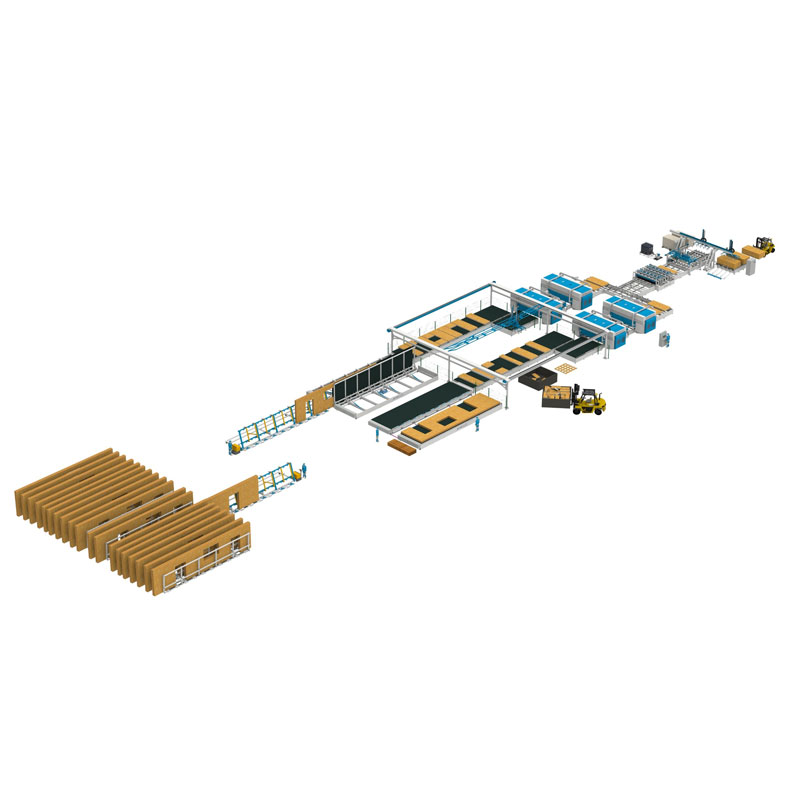
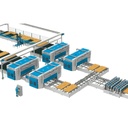
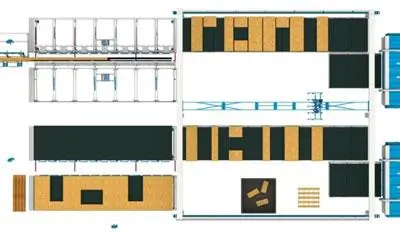
La fábrica automatizada Gluestream ASMP-200 Prefab 4.0 está diseñada para la producción de módulos estructurales listos hechos de paneles SIP que se utilizan para el ensamblaje de casas y edificios con diferentes tipos de techos en el sitio de construcción.
El proceso de fabricación asume la posibilidad de instalar ventanas y puertas, tendido de sistemas de servicios (cableado, fontanería y ventilación), así como la decoración interior y exterior de módulos en el entorno de la fábrica.
DISEÑO DIGITAL
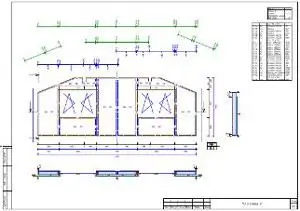
El diseño de casas se lleva a cabo en CAD Dietrich's (Alemania). Este software está destinado al diseño de casas con paneles SIP. Tiene una estructura modular flexible y también se puede instalar como una aplicación ARX para AutoCAD con soporte para todas las características del programa.
Popular CAD/CAM profesional: conjunto completo de dibujos de salida;

Visualización 3D: vea el exterior e interior de la casa con gran detalle;

Cálculos termotécnicos automáticos y otros módulos de software especiales.

PRODUCCIÓN AUTOMATIZADA
El proceso de producción está automatizado y controlado por el Sistema de Ejecución de Manufactura – MES (Alemania), aumentando la flexibilidad y eficiencia de la empresa y reduciendo la mano de obra manual a un óptimo. El software MES consta de un núcleo y módulos de software adicionales.
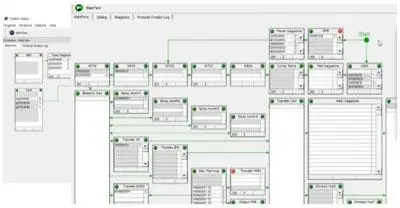
- Materialización de un modelo informático, creado en CAD Dietrich’s configurando datos, transfiriendo un pedido directamente a producción y gestión de producción en línea;
- Visualización del proceso de fabricación, planificación automatizada de la secuencia de operaciones y planificación de la ruta de movimiento de las piezas;
- Evaluación de la disponibilidad de los recursos, materiales y componentes necesarios, generación de informes de producción, pronósticos, estadísticas para emisión directa al usuario o ERP.
- La conexión directa del equipo de producción automatizado al MES permite la transmisión de pedidos con conjuntos de tareas precisas y tiempos de ejecución;
- Integración en el sistema y soporte de información de los lugares de trabajo con mano de obra manual: soporte de la sección de ensamblaje, gestión de almacenes y otros sitios opcionales. La información necesaria se muestra en modo de tiempo real en las pantallas de los lugares de trabajo. No hay necesidad de dibujos impresos en todas las etapas de producción;
- El proceso de fabricación, estadísticas, informes y otros datos están disponibles de forma remota en cualquier momento a través de la interfaz web.

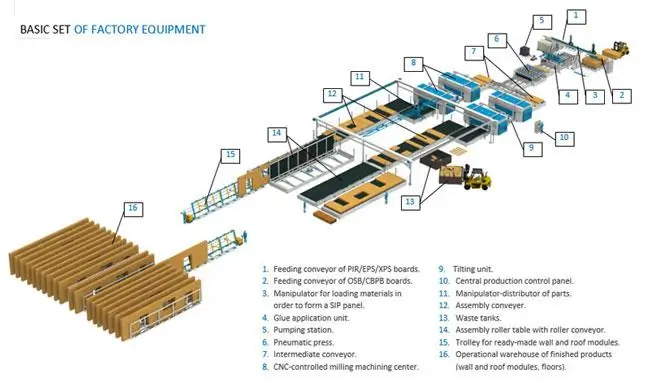
CONJUNTO BÁSICO DE EQUIPO DE FÁBRICA
- Transportador de alimentación de PIR/EPS/XPS;
- Transportador de alimentación de tableros OSB/CBPB;
- Manipulador para cargar materiales con el fin de formar un panel SIP;
- Unidad de aplicación de pegamento;
- Estación de bombeo;
- Prensa neumática;
- Transportador intermedio;
- Centro de mecanizado de fresado controlado por CNC;
- Unidad de inclinación;
- Panel de control central de producción;
- Manipulador-distribuidor de piezas;
- Cinta transportadora de ensamblaje;
- Tanques de residuos;
- Mesa de rodillos de ensamblaje con transportador de rodillos;
- Carro para módulos de pared y techo listos;
- Almacén operativo de productos terminados (módulos de paredes y techos, pisos).
PROCESO DE PRODUCCIÓN Y TECNOLOGÍA
La fábrica automática comienza con transportadores que alimentan automáticamente hojas de EPS/PIR/PUR y hojas de CBPB/OSB/MgO al manipulador. Un pórtico automático que utiliza dos manipuladores de vacío recoge las hojas de los palets y las mueve al área de aplicación de pegamento.
Además, el material entra en el portal para la aplicación automática de pegamento con un manipulador que ensambla paneles SIP. Se utiliza pegamento de poliuretano PUR de un componente con un inicio retardado de la polimerización para pegar el panel SIP.
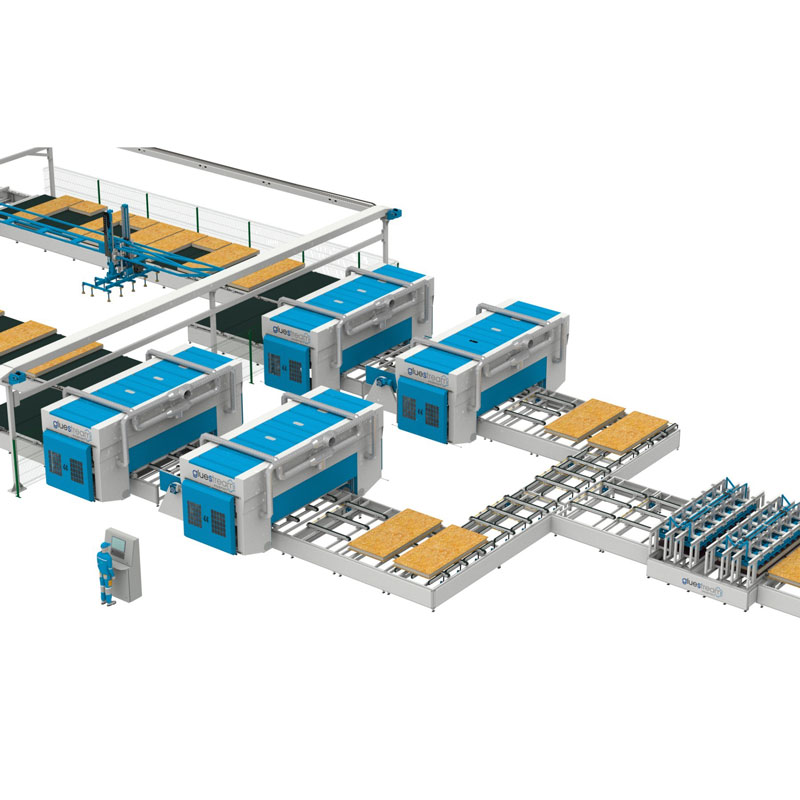
Después de la formación de dos paneles SIP, se transfieren a lo largo de un transportador automático a una prensa neumática tipo portal.
• 800-1000 kg/m2 fuerza de prensado
• 3 minutos de prensado tiempo
Después del prensado, los paneles SIP se transfieren a lo largo de un transportador a un transportador intermedio esperando su turno para ser procesados en centros de mecanizado.





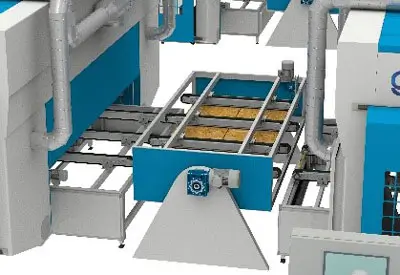
Los datos de archivo BTL generados por CAD Dietrich's se convierten automáticamente en programas CNC de centros de mecanizado. Los datos se presentan gráficamente en forma de un modelo 3D. Se someten a varios procedimientos de optimización. Además, las herramientas adecuadas para el mecanizado se seleccionan de forma totalmente automática. Se optimizan las trayectorias y la velocidad de las fresas, su entrada y salida del material. El procesamiento se realiza en 3 coordenadas. El ranurado para los elementos de conexión (madera aserrada, insertos SIP, tiras OSB) se realiza simultáneamente con el corte de los paneles.

Dos centros de mecanizado controlados por CNC dobles están instalados en paralelo en la línea. Los primeros centros en la línea procesan paneles SIP utilizando un conjunto especial de fresas según el programa de corte para 2/3 del grosor del panel SIP.


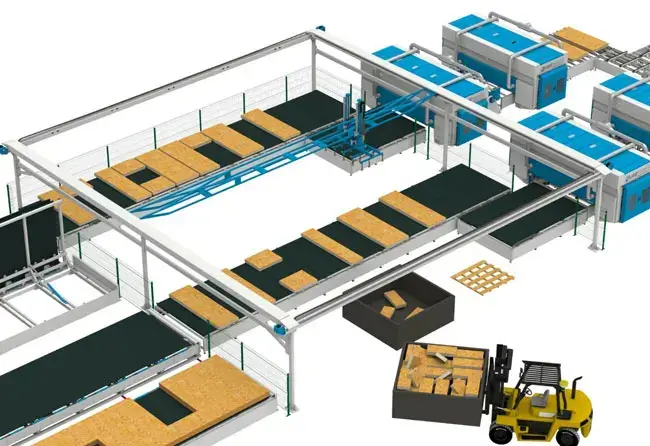
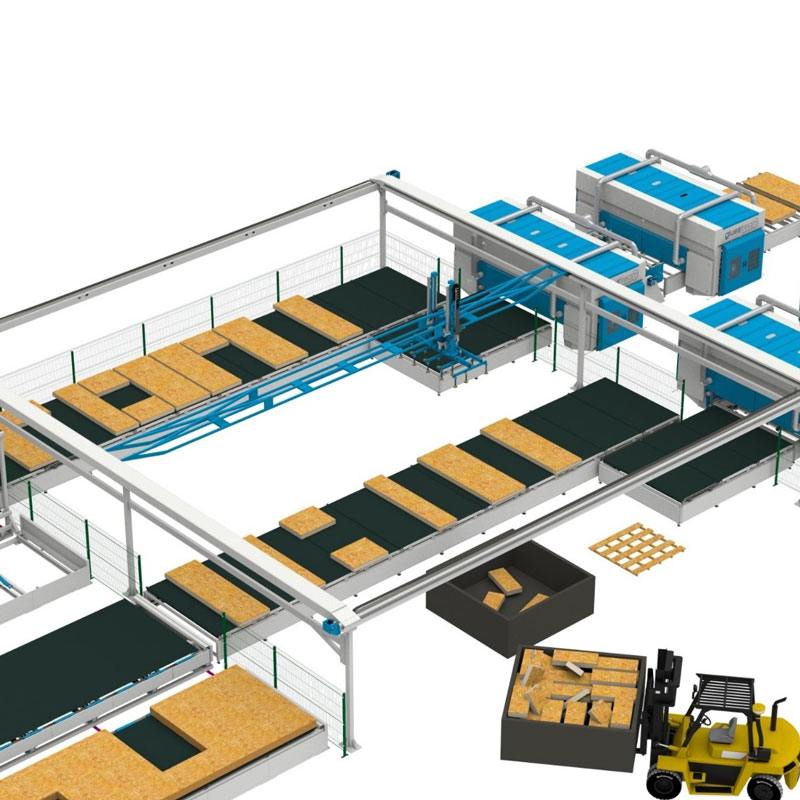
MANIPULADOR-DISTRIBUIDOR DE PIEZAS
El manipulador neumático activo es capaz de agarrar piezas SIP de diferentes tamaños y configuraciones con una rotación horizontal de 180 grados.
Las partes SIP ya hechas se apilan automáticamente por el manipulador en paralelo en dos transportadores de ensamblaje. Esto logra la máxima optimización del corte de material. Las partes SIP se colocan en los transportadores en la posición correcta y la secuencia para su posterior ensamblaje en módulos SIP. El modo de ensamblaje acelerado del módulo SIP se puede configurar en uno de los transportadores.
CINTAS TRANSPORTADORAS DE ENSAMBLAJE
Después de apilar todas las partes SIP en uno de los dos transportadores, las mueve desde el área de operación del manipulador al área de ensamblaje y a la mesa de ensamblaje correspondiente.

Una parte de cada mesa de ensamblaje está equipada con un sistema de rodillos activos. Permite recibir y transferir las partes SIP apiladas desde el transportador de ensamblaje a la superficie de la mesa de ensamblaje. Dos o más ensambladores trabajan en cada una de las mesas de ensamblaje inclinables.
El montaje se realizará con el uso de una herramienta eléctrica manual.
Al ensamblar un módulo SIP, los ensambladores deben guiarse por el dibujo del módulo, que se muestra en la pantalla de la tableta/monitor y la especificación.
Después de ensamblar el módulo SIP en un lado, la mesa de inclinación de ensamblaje lo gira 180° hacia el otro lado. Luego, los ensambladores fijan el segundo lado del módulo usando grapas, clavos o tornillos.
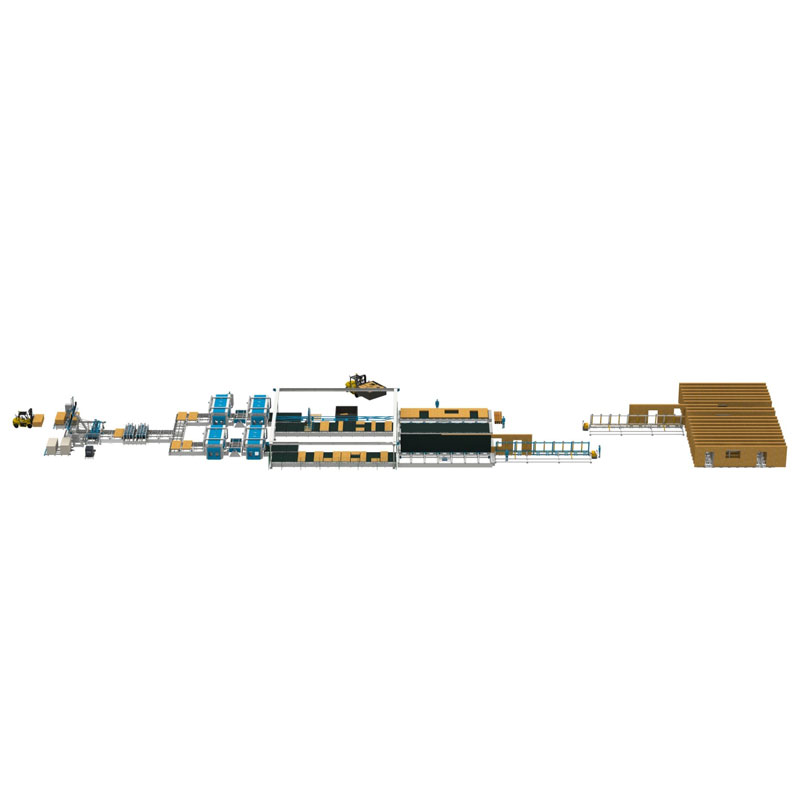
El módulo SIP ensamblado se levanta verticalmente mediante la mesa de inclinación y se transfiere al carro para los módulos listos usando el transportador de rodillos incorporado.



ALMACÉN OPERATIVO DE PRODUCTOS TERMINADOS
Un carro con un módulo SIP listo se mueve mediante una unidad de tractor de remolque eléctrico al almacén operativo de productos terminados.
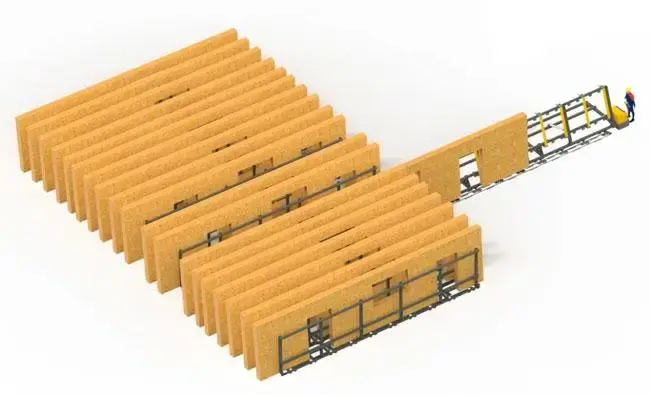

Un número, que se requiere para el ensamblaje de una casa prefabricada, se aplica en el extremo de un módulo SIP con la ayuda de un marcador manual.
Opcionalmente, es posible instalar ventanas, puertas, colocar comunicaciones e instalar acabados en módulos SIP según esquemas de ensamblaje separados en las mesas de ensamblaje existentes o separadas.
ETAPAS Y CRONOGRAMA DE PRODUCCIÓN
І | ІІ | ІІІ | ІV | V | VI | |
Tiempo | 4 minutos | 4 minutos | 4 minutos | 40 minutos | 40 minutos | 8 horas |
Proceso | ensamblaje, encolado y prensado | Procesamiento CNC de paneles por ambos lados | Procesamiento CNC de paneles por ambos lados | apilamiento de piezas en cintas transportadoras de ensamblaje | ensamblaje de módulos | llenado del almacén operativo |
Productos de salida | 2 paneles | 2 paneles | 20 paneles | 20 paneles=2 muros múltiples | 2 muros múltiples de ensamblaje | 20 muros múltiples (módulos) |
Personal | 1 operador Se requiere 1 conductor de montacargas para la entrega de materiales y la eliminación de desechos | 1 operador Se requiere 1 conductor de montacargas para la entrega de materiales y la eliminación de desechos | 1 operador Se requiere 1 conductor de montacargas para la entrega de materiales y la eliminación de desechos | 1 operador Se requiere 1 conductor de montacargas para la entrega de materiales y la eliminación de desechos | 4-6 ensambladores depende de la complejidad y el contenido de los módulos | 4-6 ensambladores depende de la complejidad y el contenido de los módulos |
Productividad por turno | 200 paneles SIP | 200 piezas SIP | 200 piezas SIP | 20 muros múltiples | 20 módulos SIP | 2 casas prefabricadas |
OPCIONES ADICIONALES DISPONIBLES:
1. Una o dos mesas de ensamblaje adicionales con transportadores para segmentos complejos, techos, acabados y equipamiento de módulos;
2. Área de producción de insertos SIP;
3. Área de producción de madera laminada encolada;
4. Área de procesamiento de residuos.
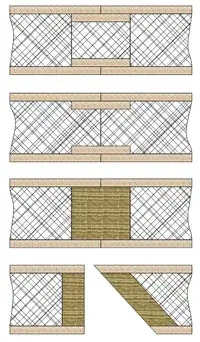
CONECTORES SIP
La madera laminada encolada, tableros de madera, insertos SIP y listones OSB se pueden usar como elementos de conexión y delimitación. Su producción y corte se lleva a cabo en líneas adicionales suministradas como opción y vinculadas al MES.
Toda la maquinaria de Gluestream está equipada con un módulo de acceso remoto, proporcionando al cliente soporte en línea por internet 24/7.
Please, contact us if you need to get our technical support and we will share our knowledge with you.
Our team has a great experience in adhesive technology, gained over the years.
Auxiliary machinery
El equipo de laminado con pegamento es esencial en el proceso tecnológico. Explora qué maquinaria auxiliar han adquirido nuestros clientes para mejorar sus operaciones.
Alternative products
If you're interested in getting help with choosing equipment and need our assistance with generating a purchase inquiry or any other specific questions, feel free to contact us!