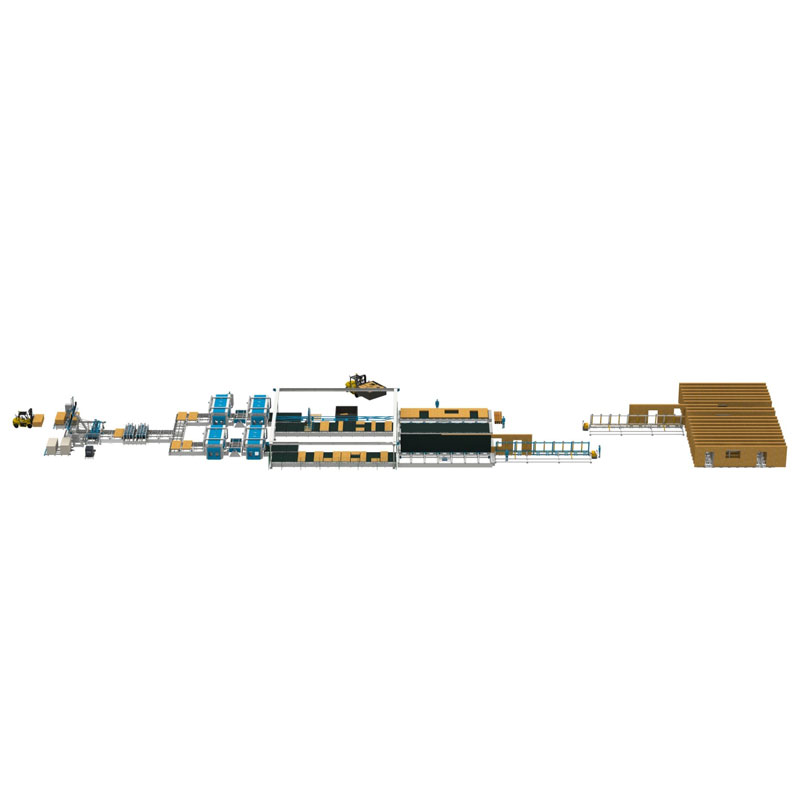



ASMP-200 PREFAB 4.0 PLANTA AUTOMATIZADA PARA LA PRODUCCIÓN DE MÓDULOS SIP
Tecnología: ADHESIVO DE POLIURETANO MONOCOMPONENTE DE CURADO POR HUMEDAD
ASMP-200 PREFAB 4.0 PLANTA AUTOMATIZADA PARA LA PRODUCCIÓN DE MÓDULOS SIP
Tecnología: ADHESIVO DE POLIURETANO MONOCOMPONENTE DE CURADO POR HUMEDAD
DESCRIPCIÓN
Planta automatizada para la producción de módulos de construcción SIP
VENTAJAS INNOVADORAS

- Las tecnologías revolucionarias de la Industria 4.0 están llevando la interacción entre el hombre y la máquina a un nuevo nivel.
- El proceso de construcción de una casa nunca ha sido tan fácil. Eso se refiere tanto al diseño, como a la fabricación de los componentes en el taller y hasta el montaje de la casa hecha. Es como si hubiera impreso su casa en una impresora 3D.
- Un software MES específico sincroniza las secciones totalmente automatizadas y las secciones con el trabajo manual, anticipando posibles retrasos y optimizando el flujo de materiales.
- La producción modular, la posibilidad de una puesta en marcha por etapas que ahorra recursos y acorta el tiempo de la primera producción.
- Todo el proceso de producción en el taller puede supervisarse en línea desde cualquier parte del mundo.
- Una inversión eficaz en el uso óptimo de los recursos, la minimización de los residuos, la reducción del trabajo manual y las emisiones de CO2.
UN NUEVO NIVEL TECNOLÓGICO EN LA CONSTRUCCIÓN DE VIVIENDAS

Gluestream es una compañía experta en la producción de equipos para la construcción de casas con tecnología SIP. Ofrecemos máquinas y tecnología con soluciones de software completas para la producción de casas prefabricadas en el taller.
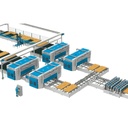
La planta automatizada Gluestream ASMP-200 Prefab 4.0 se ha diseñado para producir módulos de construcción prefabricados hechos de paneles SIP que se utilizan para montar casas y edificios con diferentes tipos de tejados.
El proceso de producción abarca la posibilidad de instalar ventanas y puertas, colocar los servicios públicos (electricidad, fontanería y ventilación), así como los trabajos de acabado interior y exterior directamente en el taller.
SISTEMA CAD
Las casas se diseñan en el sistema CAD de Dietrich (Alemania). El programa sirve para el diseño de casas con paneles SIP. Tiene una estructura modular flexible y también puede instalarse como una aplicación ARX para AutoCAD con soporte de todas las funciones del programa.

CAD/CAM profesional popular con un juego completo de dibujos

- Visualización en 3D para examinar en detalle el exterior y el interior de la casa

- Cálculos térmicos automáticos y otros módulos de software
PRODUCCIÓN AUTOMATIZADA
El proceso de producción está automatizado y supervisado por el sistema de gestión industrial (MES), que aumenta la flexibilidad y la eficacia y reduce el trabajo manual a un nivel óptimo. El software MES consta de módulos básicos y opcionales.(foto)

- Implementación del modelo informático creado en el CAD de Dietrich mediante la configuración de los datos, el encargo de la tarea y la gestión de la producción en línea.
- Visualización del proceso de fabricación, planificación automatizada de la secuencia de operaciones y del recorrido de las piezas.

- Evaluación de la disponibilidad de los recursos, materiales y componentes necesarios, generación de informes de producción, pronósticos y estadísticas para entregarlos al usuario o mediante ERP.

La conexión directa de los equipos de producción con el MES permite transmitir los pedidos con conjuntos de tareas y plazos precisos.


Integración en el sistema y soporte informativo para los puestos de trabajo manuales: soporte para el área de montaje, gestión de almacenes y otras áreas auxiliares. La información necesaria se muestra en tiempo real en las pantallas de los puestos de trabajo. No se necesitan dibujos en papel en todas las fases de la producción.

El proceso de producción, las estadísticas, los informes y otros datos están disponibles de forma remota en cualquier momento a través de la interfaz web.
EQUIPO BÁSICO DE LA PLANTA

- Alimentador de placas PIR/EPS/XPS.
- Alimentador de placas OSB/CBPB.
- Manipulador de carga de material para la formación de paneles SIP.
- Máquina de aplicación de adhesivo.
- Instalación de bombeo.
- Prensa neumática.
- Transportador intermedio.
- Centro de fresado CNC.
- Basculador.
- Panel central de control de la producción.
- Manipulador y distribuidor de piezas.
- Cadena de producción.
- Tanque de recogida de residuos.
- Mesa basculante con transportador de rodillos.
- Carro para módulos SIP acabados.
- Almacén operativo de productos acabados (módulos de pared y techo, cubierta).
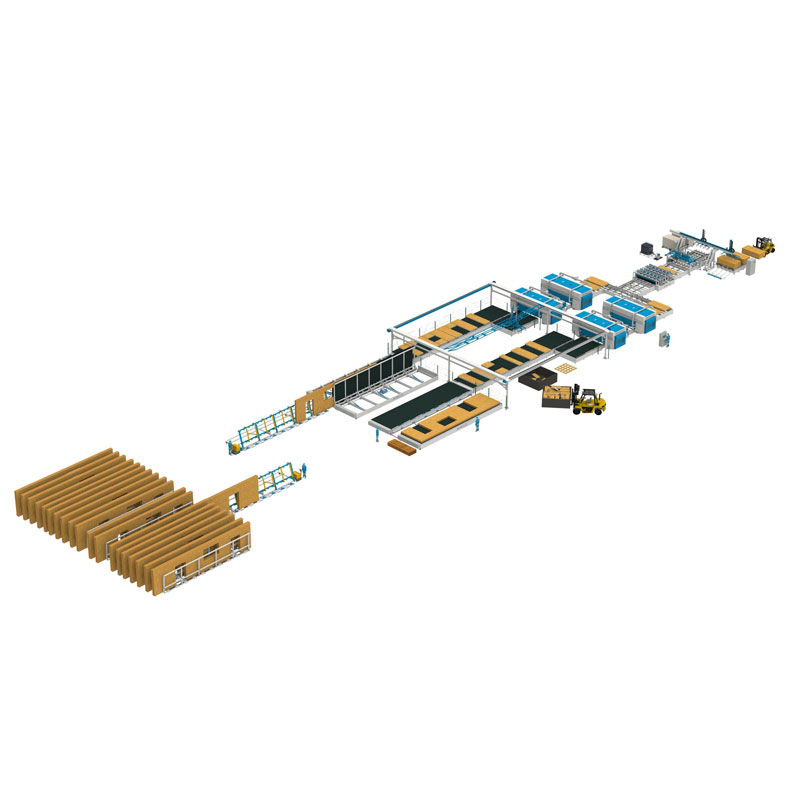
FABRICACIÓN Y TECNOLOGÍA
Línea automática de adhesión de paneles ASPL-3.1 BFT El punto inicial de cada planta automatizada son los transportadores que alimentan automáticamente los tableros de EPS / PIR / PUR y los tableros de partículas / OSB / MgO en el manipulador. Un portal automático con dos manipuladores de vacío recoge los tableros de los palés y los traslada a la zona de aplicación del adhesivo.

A continuación, el material entra en el portal para la aplicación automática de adhesivo con un manipulador que ensambla los paneles SIP. Se unen con un adhesivo de poliuretano PUR monocomponente de inicio retardado de polimerización.


Una vez que se han formado dos paneles SIP, se transfieren mediante un transportador automático a una prensa neumática de tipo portal.

- fuerza de prensado 800-1000 kg/m2
- tiempo de prensado es de 3 minutos
After pressing, SIP panels are transferred along a conveyor to an intermediate conveyor awaiting their turn for processing in machining centers.

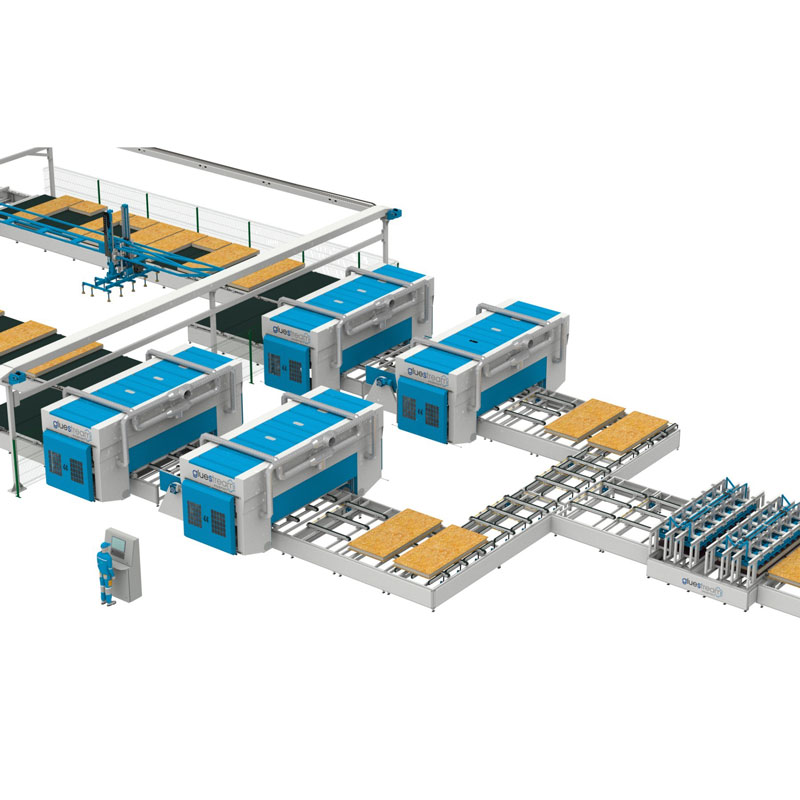
Centro de fresado CNC de Gluestream FPS 3.0

Los datos del archivo BTL, generados por el CAD de Dietrich, se convierten de forma totalmente automática en programas de centros de mecanizado CNC. Los datos se representan gráficamente como un modelo 3D. Se someten a varios ciclos de optimización. Además, las herramientas de mecanizado adecuadas se seleccionan de modo totalmente automático. Se optimizan los recorridos y las velocidades de las cortadoras, su entrada y salida del material. El mecanizado se realiza en 3 coordenadas. La selección en el aislamiento térmico de los elementos de unión (madera, revestimientos SIP, tableros OSB) se ejecuta simultáneamente al corte de los paneles.


Dos centros de mecanizado CNC dobles vienen instalados en paralelo en la línea. El primer centro de la línea procesa los paneles SIP con un juego especial de cortadoras según el programa de corte para 2/3 del grosor del panel SIP.

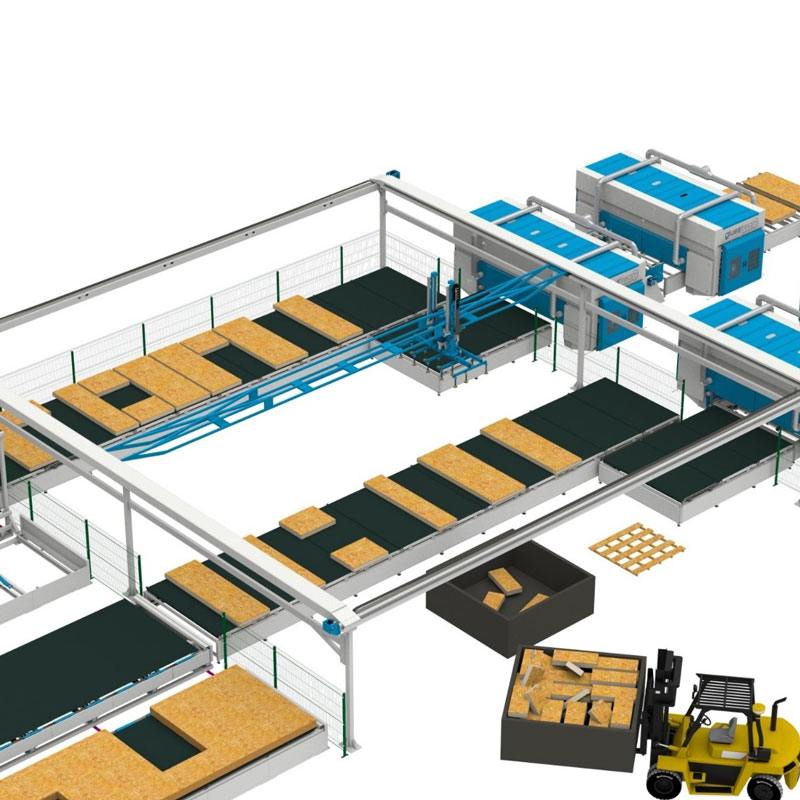
Manipulador y distribuidor de piezas

Una vez que el panel SIP ha sido mecanizado por un lado, se traslada automáticamente al basculador que da la vuelta al panel por 180º. A continuación, el panel pasa automáticamente al siguiente centro CNC, que completa el mecanizado cortando el panel SIP en el grosor restante.
The ready-made SIP parts are automatically stacked by the manipulator in parallel on two assembly conveyers. This achieves maximum optimization of the material cutting. SIP parts are laid out on conveyors in the correct position and the sequence for their further assembly into SIP modules. The mode of accelerated assembly of the SIP module can be set on one of the conveyers.
Cadenas de producción

Una vez colocadas todas las piezas SIP en uno de los dos transportadores, se trasladan desde la zona de trabajo del manipulador a la zona de montaje a la mesa de montaje correspondiente.
Assembly roller table with roller conveyor RTF-7500 FLIPPER

Una mitad de cada mesa de montaje viene equipada con un transportador de banda rígida. Esto permite recibir las piezas SIP revestidas de la cadena de producción en la superficie de la mesa de montaje. Dos o más montadores trabajan en cada una de las mesas de montaje.
El montaje se realiza con una herramienta eléctrica manual.

Al ensamblar el módulo SIP, los montadores deben seguir el dibujo y las especificaciones, que se muestran en la pantalla de la tableta/monitor.

Una vez montado el módulo SIP por un lado, la mesa basculante lo gira 180° hacia el otro lado. A continuación, los montadores fijan el otro lado del módulo con grapas, clavos o tornillos.
El módulo SIP acabado se eleva verticalmente por la mesa basculante y, con la ayuda del transportador de rodillos integrado, se transfiere al carro de módulos acabados.

Almacén operativo de productos acabados
El carro con el módulo SIP acabado se transporta por un tractor eléctrico al almacén operativo de productos acabados.

El número del módulo SIP necesario para montar la casa se escribe en la cara final del módulo con un rotulador.
Se ofrece instalación opcional de ventanas, puertas, servicios y acabados en los módulos SIP según los diagramas de montaje en las mesas de montaje existentes o por separado.

ETAPAS DE PRODUCCIÓN Y PLAZOS
| I | II | III | IV | V | VI |
Time | 4 minutes | 4 min | 4 min | 40 minutes | 40 minutes | 8 hours |
Process | assembly, gluing and pressing | CNC processing of panels by both sides | stacking parts on assembly conveyors | modules assembling | filling of the operational warehouse | |
Output products | 2 panels | 2 panels | 20 panels = 2 multi-walls | 2 assembly multi-walls | 20 multi-walls (modules) | |
Staff | 1 operator | 4-6 assemblers | ||||
Productivity per shift | 200 SIP panels | 200 SIP parts | 20 multi-walls | 20 SIP modules | 2 prefabricated houses | |
ADDITIONAL OPTIONS AVAILABLE:
1. Additional one or two assembly tables with conveyors for complex segments, roofs, finishing and modules equipping;
2. SIP inserts production area;
3. Glued laminated timber production area;
4. Waste processing area.
SIPS CONNECTORS

Glued laminated timber, wooden board, SIP inserts, and OSB laths can be used as connecting and bounding elements. Their production and cutting is carried out on additional lines supplied as an option and linked to the MES.
Si necesita asistencia técnica, póngase en contacto con nosotros. Siempre estamos dispuestos a compartir nuestros conocimientos. Nuestro equipo tiene una gran experiencia en tecnología de adhesivos adquirida a lo largo de muchos años.